Introducción
El grafito se utiliza ampliamente en industrias avanzadas por su excelente conductividad térmica, baja resistencia eléctrica y tolerancia a altas temperaturas. Sin embargo, los métodos de corte tradicionales suelen provocar un desperdicio excesivo de material y astillado de los bordes, especialmente al procesar bloques de grafito densos. Este caso práctico muestra cómo la aplicación de tecnología de sierras de hilo diamantado sin fin ofrece una solución de alta precisión y bajo desperdicio para corte de grafito.

El reto: la pérdida excesiva de material en la industria tradicional Corte de grafito
Los fabricantes se enfrentan a menudo a dos grandes dificultades a la hora de cortar grandes bloques de grafito:
- Gran pérdida de corte causadas por hojas de sierra gruesas o muelas abrasivas agresivas.
- Daños superficiales y desconchados que requieren un pulido posterior al corte o aumentan la tasa de desechos.
Las herramientas de aserrado convencionales, como las sierras de cinta o las cuchillas circulares, suelen tener una anchura de corte de 1,0-2,0 mm, lo que provoca una pérdida significativa de material, especialmente en el grafito isostático de alto valor.
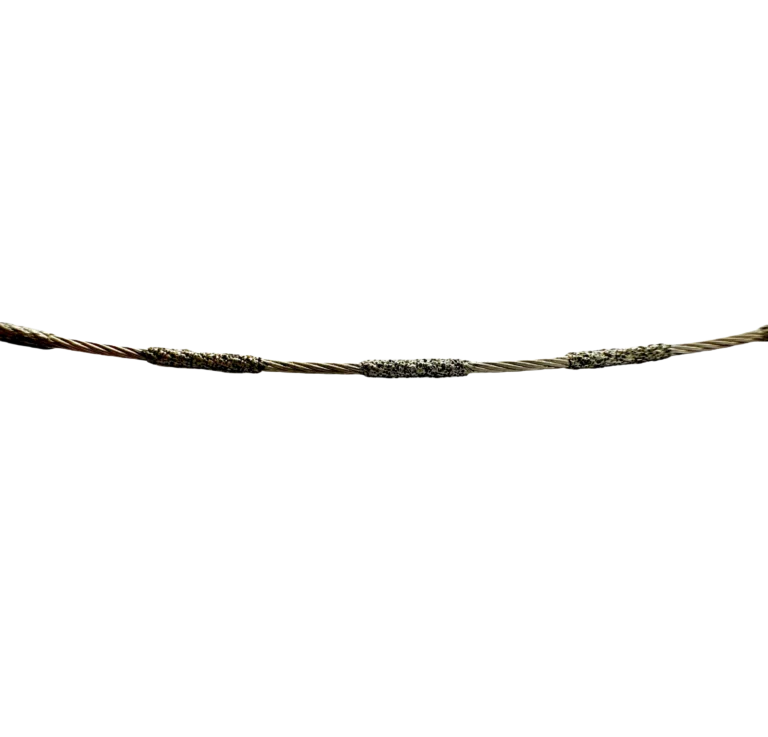
La solución: Tecnología de sierras de hilo diamantado sin fin
Las sierras de hilo diamantado sin fin ofrecen una solución revolucionaria. Utilizando un bucle continuo de hilo diamantado fino, este sistema ofrece:
- Corte ultrafino (~0,4 mm) para una alta retención de material.
- Baja tensión de corteminimizando las grietas y los defectos en los bordes.
- Superficie lisaeliminando o reduciendo los pasos posteriores al tratamiento.
Con una configuración adecuada, estos sistemas son capaces de funcionar a Velocidad del hilo 80 m/s utilizando 0,65-0,8 mm de diámetro de alambrelogrando un equilibrio entre la velocidad y la calidad de la superficie.
Optimización de parámetros para el corte de bloques de grafito
En este caso, un cliente de la industria de fabricación de electrodos implementó la siguiente configuración de corte:
- Diámetro del cable: 0,75 mm
- Velocidad del cable80 m/s
- Velocidad de avance: 1,6 mm/s
- Refrigerante: extractor
- Profundidad de corte por pasada: 10-20 mm
El corte se realizó en un modelo de cortadora de hilo de diamante VIMFUN (por ejemplo, SG 40 o SVI 60), con automatización CNC y control automático de la tensión. Esta configuración permitió un control constante del grosor (±0,05 mm) y una vibración mínima del hilo.
Resultados: Aumento cuantificable de la eficiencia y reducción de residuos
Tras tres meses de aplicación, el cliente informó:
- 22% reducción de la pérdida de material por bloque de grafito
- 30% mejora del rendimiento de corte
- Tasa de rechazo cero debido a grietas superficiales o desconchados
- Mayor vida útil del cablehasta 7 días laborables por bucle en turnos de 8 horas
El cliente también observó una mayor facilidad de procesamiento posterior, ya que las superficies cortadas no requerían un nuevo rectificado.
Comparación con los métodos tradicionales
| Característica | Sierra de hilo diamantado sin fin | Sierra de cinta tradicional |
|---|---|---|
| Ancho de ranura | ~0,4 mm | ~1,5 mm |
| Velocidad cortante | Alta (80 m/s) | Media (20-30 m/s) |
| Acabado superficial | Suave, como lijado | Áspero, desigual |
| Tasa de chatarra | Bajo | Alta |
| Mantenimiento | Bajo | Cambio frecuente de cuchillas |
Este caso demuestra claramente la ventaja de las sierras de hilo sin fin para corte de grafito de precisión-tanto en términos de costes operativos como de utilización de materiales.
Conclusión
Mediante la adopción de sierras sin fin de hilo diamantadoLos fabricantes pueden mejorar drásticamente la eficacia de corte de los bloques de grafito, al tiempo que reducen los residuos y maximizan el rendimiento. Esta solución es especialmente adecuada para sectores como los semiconductores, el mecanizado por electroerosión y los sistemas energéticos, donde el coste del material y la integridad de la superficie son fundamentales.
👉 Obtenga más información sobre nuestras soluciones de corte de grafito con tecnología de hilo de diamante sin fin visitando nuestra
Hilo de diamante conectable
Hilo de diamante conectable