Introduction
Le graphite est largement utilisé dans les industries de pointe en raison de son excellente conductivité thermique, de sa faible résistance électrique et de sa tolérance aux températures élevées. Cependant, les méthodes de coupe traditionnelles entraînent souvent une perte excessive de matériau et l'écaillage des arêtes, en particulier lors de l'usinage de blocs de graphite denses. Cette étude de cas montre comment l'application de la technologie technologie des scies à câble diamanté sans fin offre une solution de haute précision et de faible gaspillage pour les coupe de graphite.

Le défi : perte excessive de matériaux dans les produits traditionnels Coupe de graphite
Les fabricants sont souvent confrontés à deux problèmes majeurs lorsqu'ils découpent de grands blocs de graphite :
- Perte de largeur de coupe causée par des lames de scie épaisses ou des meules agressives.
- Détérioration et écaillage de la surface qui nécessitent un polissage après la coupe ou qui augmentent le taux de rebut.
Les outils de sciage conventionnels tels que les scies à ruban ou les lames circulaires ont généralement une largeur de trait de scie de 1,0 à 2,0 mm, ce qui entraîne une perte importante de matériau, en particulier dans le graphite isostatique de grande valeur.
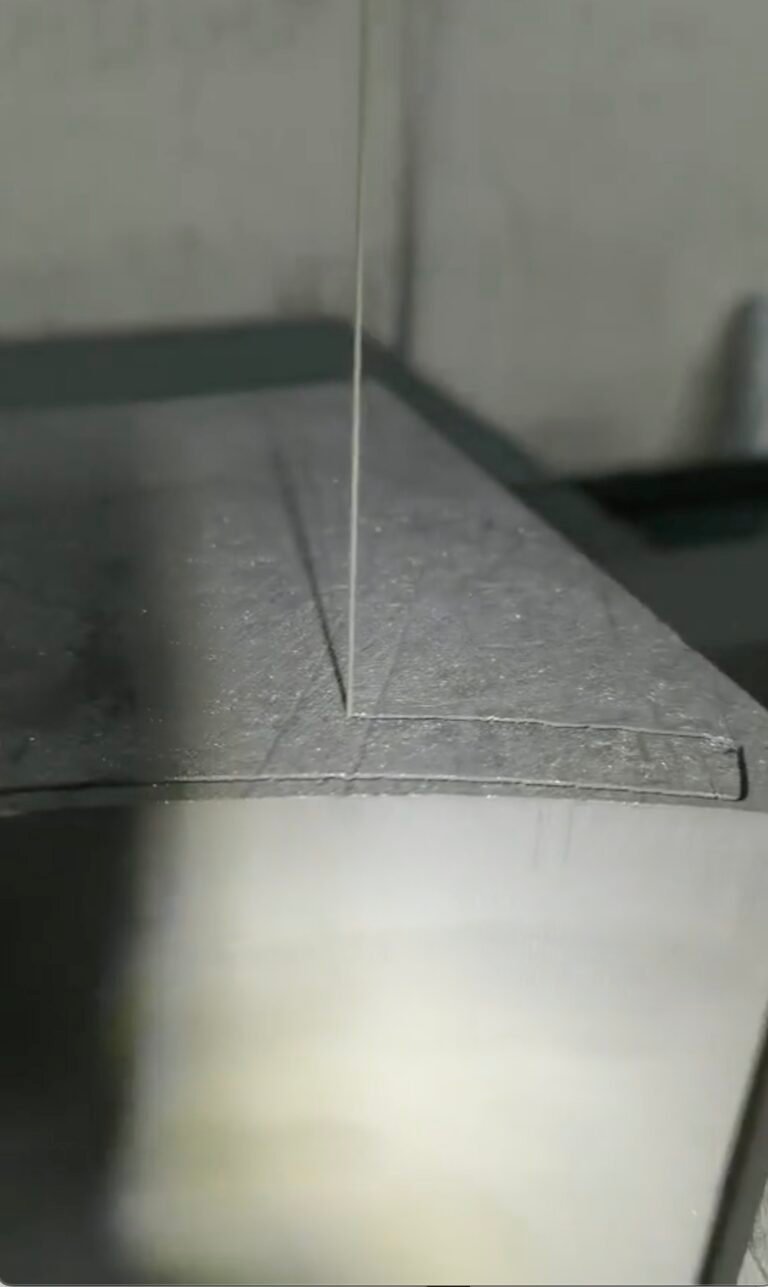
La solution : Technologie de sciage à fil diamanté sans fin
Les scies à câble diamanté sans fin offrent une solution qui change la donne. En utilisant une boucle continue de fil diamanté fin, ce système fournit.. :
- Trait de scie ultra-mince (~0,4 mm) pour une rétention élevée des matériaux.
- Faible contrainte de coupeLes produits de l'industrie de l'acier sont fabriqués à l'aide de matériaux recyclés, ce qui minimise les fissures et les défauts des bords.
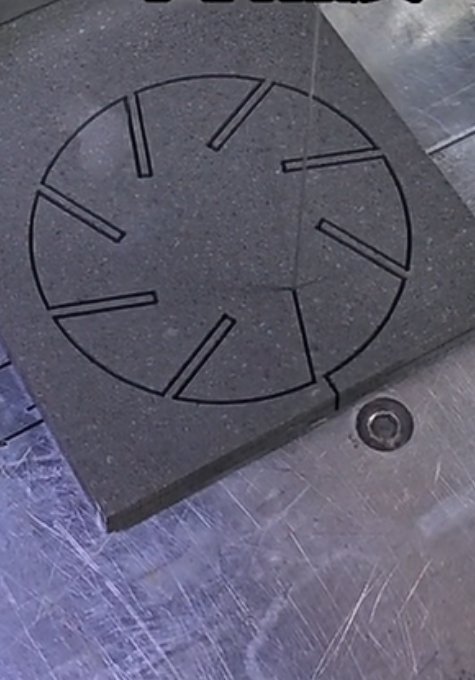
- Finition de surface lisseLes résultats de l'analyse de l'impact sur l'environnement peuvent être obtenus en éliminant ou en réduisant les étapes de post-traitement.
Avec une configuration adéquate, ces systèmes sont capables de fonctionner à 80 m/s vitesse du fil en utilisant 0,65-0,8 mm de diamètre de filL'objectif est d'atteindre un équilibre entre la vitesse et la qualité de la surface.
Optimisation des paramètres pour la découpe de blocs de graphite
Dans ce cas, un client de l'industrie de fabrication d'électrodes a mis en place la configuration de coupe suivante :
- Diamètre du fil: 0,75 mm
- Vitesse du fil: 80 m/s
- Vitesse d'alimentation: 1,6 mm/s
- Liquide de refroidissement: ventilateur d'extraction
- Profondeur de coupe par passe: 10-20 mm
La découpe a été effectuée sur une scie à fil diamanté VIMFUN (par exemple, SG 40 ou SVI 60), dotée d'une automatisation CNC et d'un contrôle automatique de la tension. Cette configuration a permis un contrôle constant de l'épaisseur (±0,05 mm) et une vibration minimale du fil.
Résultats : Des gains mesurables en termes d'efficacité et de réduction des déchets
Après trois mois de mise en œuvre, le client a fait un rapport :
- 22% réduction des pertes de matière par bloc de graphite
- 30% amélioration de la capacité de coupe
- Taux de rejet nul en raison de fissures ou d'écaillage de la surface
- Augmentation de la durée de vie du filLes horaires de travail, d'une durée maximale de 7 jours ouvrables par boucle, avec des équipes de 8 heures.
Le client a également constaté que le traitement en aval était plus facile car les surfaces coupées ne nécessitaient pas de ponçage supplémentaire.
Comparaison avec les méthodes traditionnelles
| Fonctionnalité | Scie à fil diamanté sans fin | Scie à ruban traditionnelle |
|---|---|---|
| Largeur de saignée | ~0,4 mm | ~1,5 mm |
| Vitesse de coupe | Haut (80 m/s) | Moyen (20-30 m/s) |
| Finition de la surface | Lisse, semblable à un ponçage | Rugueux, irrégulier |
| Taux de rebut | Faible | Haut |
| Maintenance | Faible | Remplacement fréquent des lames |
Ce cas démontre clairement l'avantage des scies à fil sans fin pour les coupe de précision en graphite-tant en termes de coûts opérationnels que d'utilisation des matériaux.
Conclusion
En adoptant machines à scier le fil diamanté sans finGrâce à cette solution, les fabricants peuvent améliorer considérablement l'efficacité de la coupe des blocs de graphite tout en réduisant les déchets et en maximisant le rendement. Cette solution est particulièrement adaptée aux industries telles que les semi-conducteurs, l'usinage par électroérosion et les systèmes énergétiques, où le coût des matériaux et l'intégrité de la surface sont essentiels.
👉 Pour en savoir plus sur nos solutions de découpe du graphite utilisant la technologie du câble diamanté sans fin, visitez notre site Web.Fil diamanté connectable
Câble diamanté connectable