Резка графита является ключевым процессом в приложениях, связанных с электродами для электроэрозионной обработки, высокотемпературными пресс-формами и системами хранения энергии. Когда дело доходит до графитовые блоки высокой плотностиНо задача резки становится еще более сложной из-за повышенной хрупкости материала, его термочувствительности и возможности растрескивания поверхности. Чтобы сохранить точность размеров, качество поверхности и эффективность производства, производители должны применять специальные стратегии, предназначенные для плотных графитовых материалов.
В этой статье рассматриваются лучшие практики в обработка алмазной проволочной пилойНастройка, выбор инструмента и контроль окружающей среды при работе с графитом высокой плотности

1. Понять характеристики графита высокой плотности
Прежде чем выбрать подходящий метод резки, важно понять, как высокоплотный графит отличается от стандартных марок.
- Высокая прочность на сжатие и пониженная пористость делают его более подходящим для конструкционных и высокопроизводительных применений.
- Однако те же свойства приводят к тому, что пониженная вязкость разрушениячто повышает риск сколов кромок и дефектов поверхности при обработке.
Эти характеристики требуют применения прецизионных инструментов и хорошо контролируемых условий резки, чтобы избежать появления микротрещин и сохранить целостность материала.
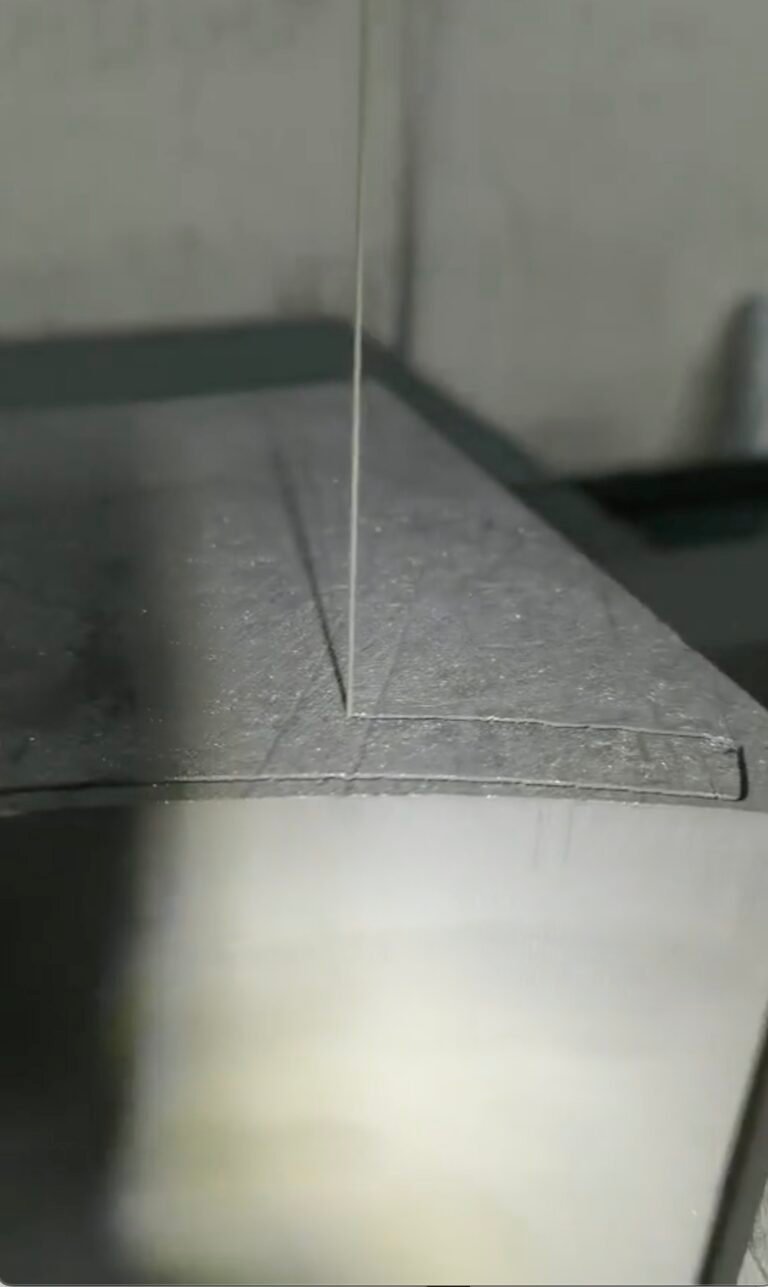
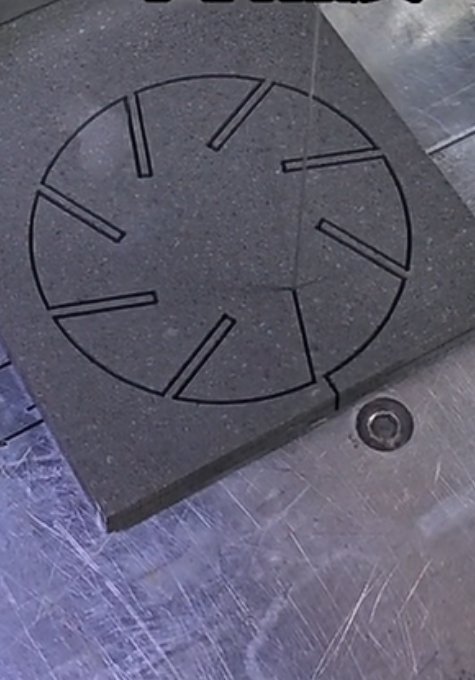
2. Использование алмазной проволочной пилы для обеспечения точности и качества поверхности
Среди имеющихся методов можно выделить алмазная проволочная пила является оптимальным выбором для резка графитовых блоковособенно при работе с плотными и хрупкими материалами.
Преимущества включают:
- Минимальная потеря пропила: Алмазные проволочные пилы создают узкий разрез, сохраняя больше материала и уменьшая образование пыли.
- Низкое механическое напряжение: Процесс резки основан на истирании, а не на сдвиге, что сводит к минимуму повреждение поверхности.
- Превосходная обработка поверхности: Резка проволокой оставляет гладкую поверхность, что снижает необходимость вторичной шлифовки или полировки.
В отличие от этого, обычные ленточные пилы или дисковые фрезы могут создавать вибрацию или локальный нагрев, что повышает риск расслоения или растрескивания графита высокой плотности.
3. Оптимизация параметров резки с учетом плотности и размера зерен
Для достижения стабильных результатов очень важно откалибровать параметры резки в соответствии с конкретной маркой графита:
- Скорость движения проволоки: Обычно 800-1500 м/мин для графита высокой плотности. Более низкая скорость может привести к вытягиванию материала, а чрезмерная - к перегреву зоны реза.
- Скорость подачи: Должен быть тщательно сбалансирован. Слишком быстрая подача может привести к появлению трещин, а слишком медленная снижает производительность.
- Охлаждение/смазка: Используйте чистую фильтрованную воду (если возможна мокрая резка) для охлаждения проволоки и уменьшения количества пыли. Для сухой резки установите эффективную вакуумную систему.
Регулировка этих значений в соответствии с размером, ориентацией и зернистой структурой блоков является ключевым фактором для поддержания стабильности в разных партиях.
4. Выберите правильную спецификацию алмазной проволоки
Не все алмазные проволоки созданы одинаковыми. Идеальная спецификация для резка плотного графита включает в себя:
- Меньший размер алмазной крошки (например, D60-D80) для уменьшения шероховатости поверхности.
- Средняя и высокая концентрация алмазов для стабильной резки без сильного натяжения проволоки.
- Гальванические или смоляные типы проводовВ зависимости от того, что для вас важнее - долговечность или качество поверхности.
Проволока на основе смолы особенно полезна при резке очень хрупкого или мелкозернистого графита, поскольку она уменьшает образование микротрещин.
5. Обеспечение устойчивости машины и контроль натяжения
Настройка станка напрямую влияет на качество резки. Для достижения наилучших результатов:
- Поддерживать последовательность натяжение проволоки на протяжении всего процесса резки. Настоятельно рекомендуется использовать автоматические системы натяжения.
- Избегайте вибрация или биение проволоки, что может произойти из-за перекоса шкива или износа подшипников.
- Используйте графитовый пылезащитный кожух или герметичной камере для уменьшения содержания частиц в воздухе и защиты оператора и электроники.
Эти методы не только улучшают качество резки, но и продлевают срок службы как проволоки, так и оборудования.
6. Внедрить предварительную подготовку материала
Чтобы уменьшить внутреннее напряжение и избежать сколов краев, обратите внимание на следующее:
- В более холодных помещениях предварительно слегка подогрейте блоки, чтобы уменьшить тепловой удар.
- Перед резкой удалите пыль с поверхности с помощью продувки сжатым воздухом или пылесоса.
- Проверьте наличие существующих микротрещин, которые могут распространиться во время обработки, если их не устранить.
Это особенно важно в тех случаях, когда требуются жесткие допуски или склеивание поверхностей.
7. Резюме: основные выводы для резки плотных графитовых блоков
Резка графитовые блоки высокой плотности требует точного баланса возможностей станка, выбора инструмента и контроля резания. Лучшие практики включают:
| Практика | Рекомендация |
|---|---|
| Метод резки | Алмазная проволочная пила для низкого напряжения и высокой точности |
| Размер зернистости проволоки | D60-D80 (мелкая зернистость) |
| Скорость подачи | Умеренная, с устойчивым контролем |
| Система охлаждения | Водяное охлаждение или пылесос (в зависимости от комплектации) |
| Предварительно вырезанные чеки | Очистите поверхности, проверьте трещины, стабилизируйте температуру |
| Характеристики машины | Стабильное натяжение проволоки, система контроля пыли, минимальная вибрация |
Интегрируя эти методы, производители могут повысить производительность, уменьшить износ инструмента и добиться лучшего контроля размеров при обработке плотных графитовых материалов.