Introduction
Graphite is widely used in advanced industries for its excellent thermal conductivity, low electrical resistance, and high-temperature tolerance. However, traditional cutting methods often result in excessive material waste and edge chipping—especially when processing dense graphite blocks. This case study highlights how the application of endless diamond wire saw technology offers a high-precision, low-waste solution for graphite cutting.

The Challenge: Excessive Material Loss in Traditional Graphite Cutting
Manufacturers often face two major pain points when cutting large graphite blocks:
- Wide kerf loss caused by thick saw blades or aggressive grinding wheels.
- Surface damage and chipping that require post-cut polishing or increase scrap rate.
Conventional sawing tools like band saws or circular blades typically have kerf widths of 1.0–2.0 mm, which leads to significant material loss—especially in high-value isostatic graphite.
The Solution: Endless Diamond Wire Saw Technology
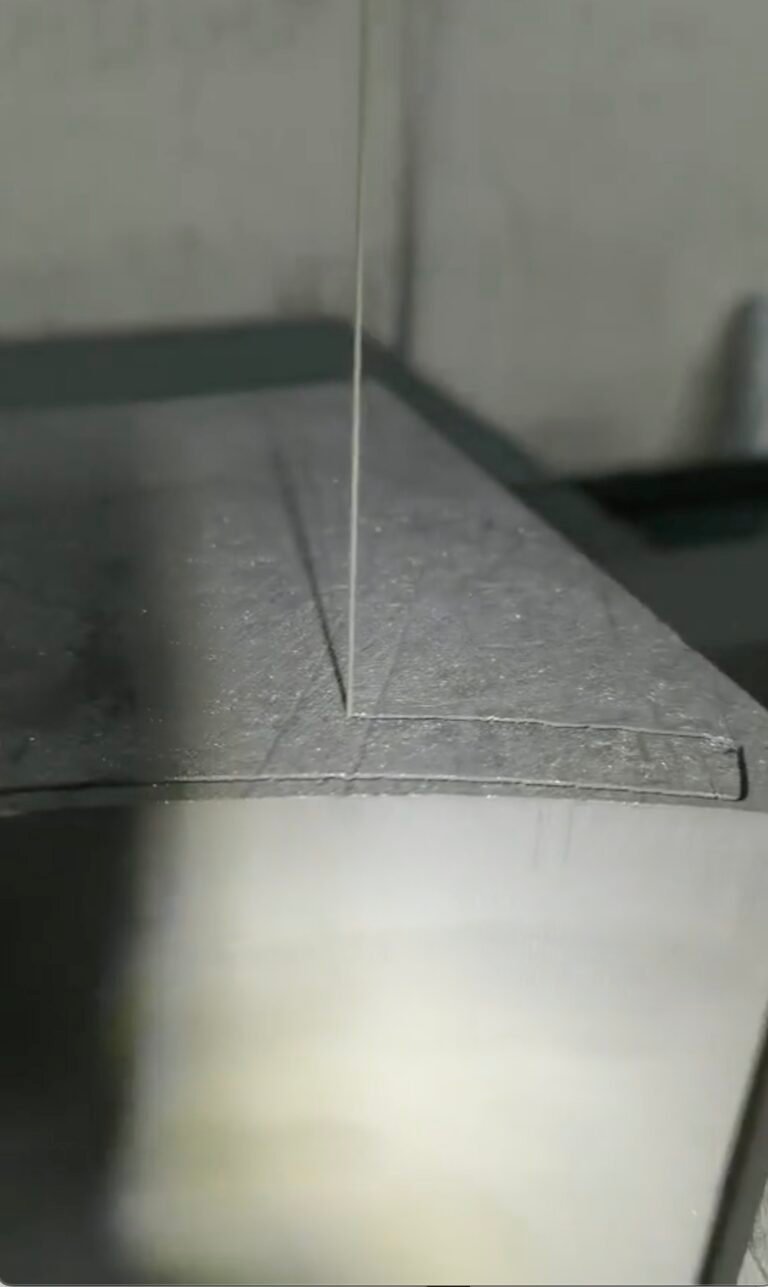
Endless diamond wire saws offer a game-changing solution. Using a continuous loop of fine diamond-plated wire, this system delivers:
- Ultra-thin kerf (~0.4 mm) for high material retention.
- Low cutting stress, minimizing cracks and edge defects.
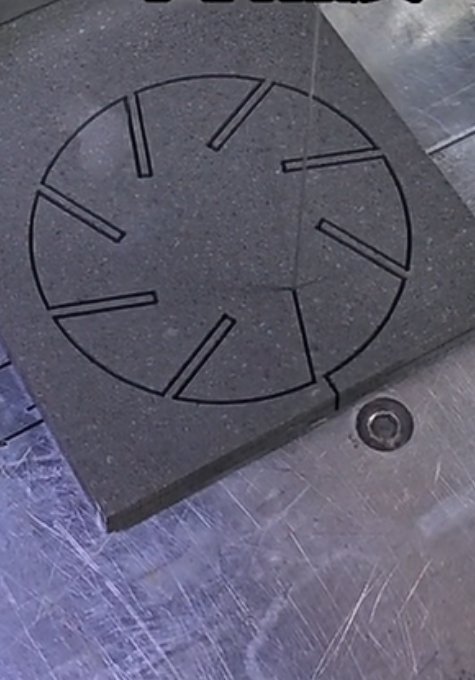
- Smooth surface finish, eliminating or reducing post-processing steps.
With proper configuration, these systems are capable of operating at 80 m/s wire speed using 0.65–0.8 mm wire diameter, achieving a balance between speed and surface quality.
Parameter Optimization for Graphite Block Cutting
In this case, a client from the electrode manufacturing industry implemented the following cutting setup:
- Wire diameter: 0.75 mm
- Wire speed: 80 m/s
- Feed rate: 1.6 mm/s
- Coolant: exhaust fan
- Cutting depth per pass: 10–20 mm
The cutting was performed on a VIMFUN diamond wire saw model (e.g., SG 40 or SVI 60), featuring CNC automation and automatic tension control. This setup allowed for consistent thickness control (±0.05 mm) and minimal wire vibration.
Results: Measurable Gains in Efficiency and Waste Reduction
After three months of implementation, the customer reported:
- 22% reduction in material loss per graphite block
- 30% improvement in cutting throughput
- Zero rejection rate due to surface cracks or chipping
- Increased wire life, lasting up to 7 working days per loop under 8-hour shifts
The client also noted easier downstream processing since the cut surfaces required no further grinding.
Comparison with Traditional Methods
| Feature | Endless Diamond Wire Saw | Traditional Band Saw |
|---|---|---|
| Kerf Width | ~0.4 mm | ~1.5 mm |
| Cutting Speed | High (80 m/s) | Medium (20–30 m/s) |
| Surface Finish | Smooth, sanding-like | Rough, uneven |
| Scrap Rate | Low | High |
| Maintenance | Low | Frequent blade replacement |
This case clearly demonstrates the advantage of endless wire saws for precision graphite cutting—both in terms of operational cost and material utilization.
Conclusion
By adopting endless diamond wire saw machines, manufacturers can dramatically improve the cutting efficiency of graphite blocks while reducing waste and maximizing yield. This solution is especially suitable for industries such as semiconductors, EDM machining, and energy systems where material cost and surface integrity are critical.
👉 Learn more about our graphite-cutting solutions using endless diamond wire technology by visiting ourConnectable Diamond Wire
Connectable diamond wire