グラファイトは、半導体製造、放電加工電極、航空宇宙部品、高温産業用途など、幅広い分野で利用されています。しかし、その普及度にもかかわらず、グラファイトはCNC加工技術で加工される際に、金属とは大きく異なる挙動を示します。.

理解する グラファイト加工の限界 高精度な黒鉛部品を製造する必要のあるエンジニアにとって、これは不可欠です。CNC加工は工具経路や複雑な形状を優れた精度で制御できますが、黒鉛の物理的特性は、工作機械のアップグレードだけでは必ずしも解決できない課題をもたらします。.
この記事では、これらの制約の主な技術的理由を説明し、CNC加工が適切な解決策となる場合について考察します。.
グラファイトの材料特性と加工上の制約
理解への第一歩 グラファイト加工の限界 グラファイト材料の固有の特性を研究している。.
グラファイトは、層状の炭素構造からなる脆く異方性の材料である。切削力によって塑性変形する金属とは異なり、グラファイトは破壊しやすい性質を持つ。.
主な特徴は以下のとおりです。
- 脆性破壊挙動
- 層状結晶構造
- 高多孔性
- 研磨粒子構造
これらの特性は、CNC加工において根本的な困難を引き起こす。.
切削工具が黒鉛に接触すると、黒鉛は連続的な切り屑を生成せず、微細な粒子や粉末に砕け散ります。この現象により粉塵が発生し、工具の摩耗が増大し、切削条件が不安定になります。.
脆性材料の除去メカニズムに関する研究によると、黒鉛の機械加工は、塑性変形ではなく、主に微小破壊によって起こる。.
外部参照:
https://www.sciencedirect.com/science/article/abs/pii/S0924013606002202
これらの特性は材料自体に固有のものであるため、最も基本的なものの1つを表しています。 グラファイト加工の限界.
工具摩耗と寸法ずれ
もう一つの大きな要因は グラファイト加工の限界 工具の摩耗が速い。.
グラファイト粒子は非常に研磨性が高い。機械加工中、破砕されたグラファイト粒子から発生する粉末が、切削刃を継続的に侵食する。.
典型的な結果としては以下のようなものがある。
- 工具の刃先を徐々に丸める
- 切断効率の低下
- 寸法偏差の増加
時間が経つにつれて、これは 寸法変化, つまり、工具が摩耗するにつれて部品の寸法が徐々に変化するということだ。.
ダイヤモンドコーティングされた工具を使用した場合でも、研磨性の黒鉛粉塵との継続的な相互作用により、摩耗は依然として発生する。.
その結果、長時間の機械加工において、厳密な寸法公差を維持することが困難になる。.
これらの影響を抑制するためには、工具の頻繁な交換と再校正が必要となる場合が多い。.
エッジの欠けと隠れた微細なひび割れ
あまり目立たないもののひとつ グラファイト加工の限界 微細な亀裂や端面の欠けが生じる。.
CNC加工中、切削工具はグラファイト表面に繰り返し衝突する。これらの衝突によって局所的な応力集中が生じ、材料内部で亀裂の伝播が始まる可能性がある。.
一般的な損傷パターンは以下のとおりです。
- 薄い構造物の端面欠け
- 表面からの穀物の引き抜き
- 機械加工面下の微細な亀裂
これらの欠陥はすぐには目に見えないかもしれないが、グラファイト部品の長期的な信頼性に影響を与える可能性がある。.
例えば、工業用途においては、熱サイクルや機械的負荷がかかる際に、微小亀裂が拡大する可能性がある。.
この問題は、半導体製造装置に使用されるグラファイト部品にとって特に重要である。.
半導体材料加工に関する追加情報は、こちらをご覧ください。
https://www.semiconductors.org/resources/
これらの亀裂はグラファイトの破壊挙動に由来するため、別の固有の グラファイト加工の限界.
ハイエンドCNCマシンでもグラファイト加工のあらゆる限界を解決できない理由
製造業では、より高度なCNCマシンにアップグレードすれば加工上の問題が解決するという考え方が一般的です。しかし、多くの グラファイト加工の限界 機械の性能ではなく、材料の特性に起因する。.
最も高度なCNCシステムでも排除できないもの:
- 脆性破壊メカニズム
- 研磨粉塵の発生
- 地下亀裂の形成
スピンドルの精度向上や制御システムの改良によって振動を低減し、精度を高めることは可能だが、切削工具と黒鉛との根本的な相互作用を変えることはできない。.
例えば:
- 機械の剛性を向上させても、黒鉛粒子の破砕を防ぐことはできない。
- スピンドル回転速度を上げると、粉塵の発生量が増加する可能性もある。
- より優れた制御システムでも工具の摩耗を完全に排除することはできない
したがって、いくつかの制約は工作機械そのものではなく、加工機構自体に内在するものである。.
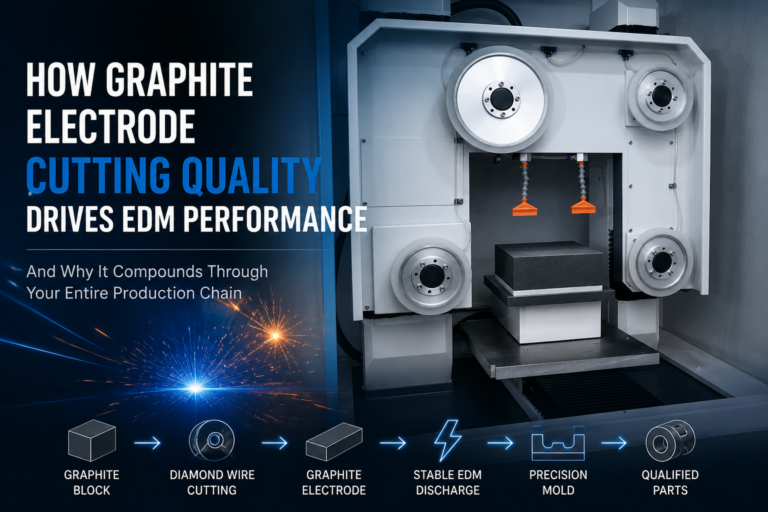
多くの生産現場では、製造業者は全体的な効率を向上させるために、CNC加工とワイヤーカットなどの代替プロセスを組み合わせて使用している。.
グラファイト加工においてCNC加工が依然として有効な場合
多くの グラファイト加工の限界, CNC加工は、いくつかの用途において依然として不可欠である。.
複雑な形状の製造
CNC加工は、複雑な三次元形状を持つグラファイト部品の製造に最適です。.
例としては以下のようなものがあります。
- EDM電極
- 金型部品
- 特注グラファイト製照明器具
これらの部品は、単純な切削加工では製造できない複雑な空洞や輪郭を必要とすることが多い。.
試作品および少量生産
機械加工は高い柔軟性と短い段取り時間を提供するため、少量生産や試作品開発に適しています。.
仕上げ作業
グラファイトブロックを分離するために代替の切削技術が使用される場合でも、最終仕上げには依然としてCNC加工が一般的に用いられる。.
一般的なワークフローには以下が含まれます。
- グラファイトブロックの粗切り
- 細部までこだわったCNC加工
- 表面仕上げ加工
このハイブリッド製造アプローチは、 グラファイト加工の限界 デザインの柔軟性を維持しながら。.
結論
CNC加工は、特に複雑な形状が求められる場合、グラファイト部品を製造するための重要な方法であり続けている。しかし、グラファイトの材料特性は、避けられないいくつかの課題をもたらす。.
選考科目 グラファイト機械https://www.graphitecutting.com/sh-60-60-horizontal-graphite-cutting-machine/ngの制限 これには、工具の急速な摩耗、寸法ずれ、刃先の欠け、および隠れた微細亀裂の発生などが含まれます。これらの問題は、グラファイトの脆性破壊挙動と研磨性の構造に起因します。.
高度なCNC工作機械は精度と安定性を向上させることができるが、これらの限界を完全に解消することはできない。なぜなら、それらは根本的な材料除去メカニズムに根ざしているからである。.
多くのメーカーにとって、CNC加工と代替切削技術を組み合わせることは、高品質のグラファイト部品を実現するための最も実用的な解決策となる。.