グラファイト部品は、半導体装置、放電加工用電極、高温工具、航空宇宙構造物などに広く使用されています。しかし、グラファイトは層状結晶構造を持つ脆い材料であるため、従来の機械加工プロセスでは制御が困難です。.

エンジニアはよく比較します グラファイト切断と機械加工 最適な加工方法を選択する際に考慮すべき点があります。機械加工は伝統的に精密な製造プロセスと考えられていますが、グラファイトは機械的ストレス下では金属とは異なる挙動を示します。.
グラファイトは、工具接触時に塑性変形ではなく破断する傾向があります。この挙動は、不安定な切りくず形成、刃先の欠け、そして予測不可能な表面損傷につながります。.
エンジニアリングの違いを理解する グラファイト切断と機械加工 メーカーが最も信頼性の高い生産プロセスを選択できるように支援します。.
グラファイト切削と機械加工の基本的な違い
主な違いは グラファイト切断と機械加工 材料除去のメカニズムにあります。.
機械加工における材料除去
グラファイト加工は、フライスカッターや研削ホイールなどの回転する切削工具を用いて行われます。この工具は、グラファイト粒子を繰り返し接触させ、圧縮することで材料を除去します。.
この除去メカニズムでは、連続したチップではなく、粉末状の破片が生成されます。.
一般的な機械加工プロセスは次のとおりです。
- CNCフライス加工
- 表面研削
- 掘削
- EDM電極成形
しかし、, グラファイト加工 多くの場合、粉塵、工具の摩耗、材料内部の微小亀裂が発生します。.
脆性材料の加工メカニズムに関する研究によると、グラファイトの除去は主に塑性変形ではなく破壊によって支配されています。.
外部参照:
https://www.sciencedirect.com/science/article/abs/pii/S0924013606002202
切断における材料分離
切削技術は、材料を徐々に削り取るのではなく、定義された経路に沿って材料を分離します。.
よくある例としては エンドレスダイヤモンドワイヤー切断機, ダイヤモンドワイヤーループがグラファイトブロックを連続的にスライスします。.
一般的なマシンパラメータは次のとおりです。
- 最大ワイヤースピード 80メートル/秒
- ワイヤーの張力 北緯150~250度
- 切り口幅 0.4ミリメートル
切断力がワイヤーに沿って分散されるため、材料にかかるストレスが少なくなります。.
この違いは理解する上で重要な要素です グラファイト切断と機械加工 パフォーマンス。.
機械的メカニズムと物質的損傷
工具とグラファイト間の機械的な相互作用は表面の完全性に大きな影響を与えます。.
機械加工における応力集中
機械加工中、回転する工具がワークに断続的な力を加えます。.
これらの周期的な負荷により局所的な応力ピークが生じ、次のような問題が発生する可能性があります。
- 表面下の微小亀裂
- 穀物の引き抜き
- グラファイト層に沿った剥離
これらの欠陥により、高精度アプリケーションにおける構造の信頼性が低下する可能性があります。.
安定した切削力分布
ダイヤモンドワイヤーカットなどの切断プロセスでは、力の分布がより均一になります。.
ワイヤーの連続的な動きにより突然の衝撃力が軽減され、亀裂の伝播が最小限に抑えられます。.
評価する際 グラファイト切断と機械加工, 切削工程における応力集中が減少すると、表面品質が向上することがよくあります。.
精度とカーフロスの比較
精密製造には、寸法安定性と効率的な材料使用の両方が必要です。.
切り口幅
切り口の幅によって、処理中に失われる材料の量が決まります。.
| パラメータ | 機械加工 | ワイヤーカット |
|---|---|---|
| カーフ幅 | 多くの場合1mm以上 | 約0.4mm |
| 材料廃棄物 | 比較的高い | より低い |
| エッジの損傷 | 可能 | 最小限 |
高価なグラファイト材料を加工する場合、カーフロスの低減は特に重要です。.
寸法安定性
加工精度は次のような理由により変化することがあります。
- 工具の摩耗
- 振動
- 熱膨張
- ほこりの蓄積
対照的に、ワイヤー切断システムは安定したワイヤーループで動作し、再現性が向上します。.
そのため、多くのメーカーは グラファイト切断と機械加工 高精度グラファイト加工用装置を選定する前に。.
グラファイトの機械加工が不安定になる理由
CNC 加工ではプログラム可能なツールパスと多軸制御が可能ですが、グラファイトの物理的特性によりプロセスの安定性が低下する可能性があります。.
研磨粉塵と工具の摩耗
機械加工中に生成されるグラファイト粉末は研磨性が極めて高いです。.
これによりツールの摩耗が加速され、次のような問題が発生する可能性があります。
- 寸法誤差
- 表面仕上げの不均一性
- 頻繁な工具交換
振動感度
薄いグラファイト構造は回転工具からの振動に敏感です。.
これにより、加工中にエッジの欠けや構造的な損傷が発生する可能性があります。.
脆性破壊挙動
金属とは異なり、グラファイトは主に脆性破壊によって破損します。.
破壊経路が予測不可能なため、加工の安定性を維持することが困難になります。.
これらの要因は、エンジニアが頻繁に分析する理由を説明しています。 グラファイト切断と機械加工 グラファイト処理ワークフローを最適化する場合。.
典型的な産業アプリケーションにおけるプロセス選択
グラファイト部品の種類によって、製造方法は異なります。.
半導体装置部品
半導体炉で使用されるグラファイト部品には、次の要件があります。
- 高い寸法精度
- 粒子汚染が少ない
- 滑らかな表面仕上げ
精密仕上げの前に、生のグラファイトブロックを準備するために、切断技術がよく使用されます。.
半導体材料処理に関する追加情報については、以下を参照してください。
https://www.semiconductors.org/resources/
EDMグラファイト電極
複雑な電極形状を製造するには機械加工が不可欠です。.
CNC ミリングにより、エンジニアは複雑な空洞や輪郭を作成できます。.
ただし、大まかなブロックの分離は依然として切断技術に依存する可能性があります。.
理解する グラファイト切断と機械加工 メーカーが効率的なハイブリッド生産ワークフローを設計するのに役立ちます。.
大型グラファイトブロックとプレート
ワイヤー切断は、大きなグラファイトビレットまたはプレートをスライスするときに特に効果的です。.
利点は次のとおりです:
- 低いカーフロス
- 長い安定したカット
- 内部亀裂の減少
グラファイト加工技術との関係
実際の製造においては、切断と機械加工は補完的なプロセスとして捉える必要があります。.
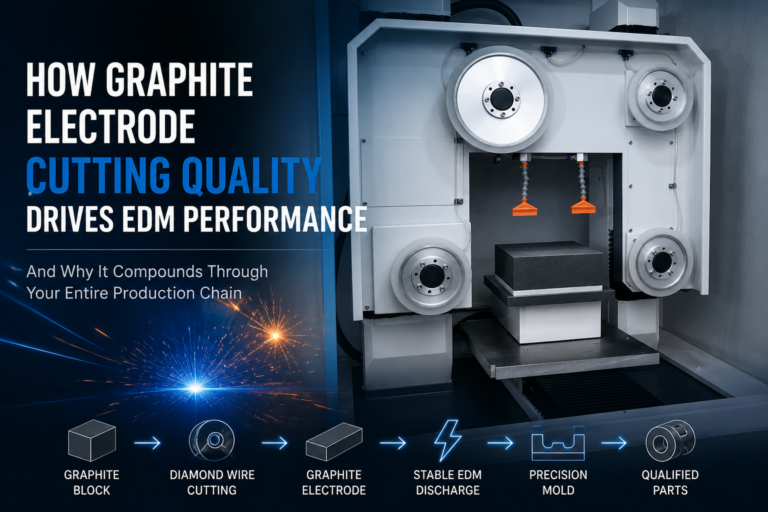
一般的な制作ワークフローには次のようなものが含まれます。
- ブロックスライス用のワイヤー切断
- 細部までこだわったCNC加工
- 最終的な表面品質のための仕上げ作業
両方の技術を組み合わせることで生産効率が向上し、材料の無駄が削減されます。.
理解する グラファイト切断と機械加工 エンジニアが最適化された製造戦略を設計できるようにします。.
結論
グラファイトの加工と切断は、根本的に異なる 2 つの処理メカニズムを表します。.
機械加工では、工具の繰り返し接触によって材料が削り取られるため、粉塵、工具の摩耗、微小な破損が生じる可能性があります。切削技術、特にダイヤモンドワイヤシステムは、機械的ストレスを低減しながら、狭い経路に沿って材料を切断します。.
多くのグラファイト用途では、 グラファイト切断と機械加工 エンジニアは精度、安定性、材料利用のバランスをとることができます。.
適切なプロセスの組み合わせを選択すると、最終的には製造効率が向上し、グラファイト コンポーネントの信頼性が向上します。.