Графитовые компоненты широко используются в полупроводниковом оборудовании, электродах для электроэрозионной обработки, высокотемпературном инструменте и аэрокосмических конструкциях. Однако графит — хрупкий материал со слоистой кристаллической структурой, что затрудняет контроль традиционных процессов механической обработки.

Инженеры часто сравнивают резка графита против механической обработки при выборе наиболее подходящего метода обработки. Хотя механическая обработка традиционно считается высокоточным производственным процессом, графит ведет себя иначе, чем металлы, под механическим напряжением.
Вместо пластической деформации графит обычно разрушается при контакте с инструментом. Такое поведение приводит к нестабильному образованию стружки, сколам на кромке и непредсказуемым повреждениям поверхности.
Понимание инженерных различий между резка графита против механической обработки помогает производителям выбрать наиболее надежный производственный процесс.
Принципиальное различие между резкой и обработкой графита
Основное различие в резка графита против механической обработки дело в механизме удаления материала.
Удаление материала при механической обработке
Обработка графита основана на использовании вращающихся режущих инструментов, таких как фрезы или шлифовальные круги. Инструмент удаляет материал за счет многократного контакта и сжатия частиц графита.
Этот механизм удаления образует порошкообразные обломки, а не сплошную крошку.
Типичные процессы механической обработки включают в себя:
- фрезерование на станках с ЧПУ
- шлифовка поверхности
- бурение
- Формирование электродов методом электроэрозионной обработки
Однако, обработка графита Часто приводит к образованию пыли, износу инструмента и микротрещин внутри материала.
Согласно исследованиям механизмов обработки хрупких материалов, удаление графита в основном происходит за счет разрушения, а не пластической деформации.
Внешняя ссылка:
https://www.sciencedirect.com/science/article/abs/pii/S0924013606002202
Разделение материалов при резке
Технологии резки разделяют материал по заданной траектории, а не постепенно измельчают его.
Распространенным примером является бесконечный станок для резки алмазной проволоки, где петля из алмазной проволоки непрерывно разрезает графитовый блок.
Типичные параметры оборудования включают:
- скорость провода до 80 м/с
- натяжение проволоки между 150–250 Н
- ширина пропила вокруг 0,4 мм
Поскольку сила резания распределяется вдоль проволоки, материал испытывает меньшее напряжение.
Это различие является ключевым фактором в понимании. резка графита против механической обработки производительность.
Механические механизмы и повреждение материалов
Механическое взаимодействие между инструментом и графитом оказывает сильное влияние на целостность поверхности.
Концентрация напряжений при механической обработке
В процессе обработки вращающиеся инструменты оказывают на заготовку прерывистое воздействие.
Эти циклические нагрузки создают локальные пики напряжений, которые могут вызвать:
- микротрещины под поверхностью
- вытягивание зерна
- расслоение вдоль графитовых слоев
Эти дефекты могут снизить надежность конструкции в высокоточных приложениях.
Стабильное распределение силы резания
В процессах резки, таких как резка алмазной проволокой, распределение силы более равномерное.
Непрерывное движение проволоки снижает внезапные ударные нагрузки, что минимизирует распространение трещин.
При оценке резка графита против механической обработки, Снижение концентрации напряжений в процессах резания часто приводит к улучшению качества поверхности.
Сравнение точности и потерь ширины пропила
Для высокоточной обработки материалов необходимы как стабильность размеров, так и эффективное использование материалов.
Ширина пропила
Ширина пропила определяет, сколько материала теряется в процессе обработки.
| Параметр | Механическая обработка | Резка проволоки |
|---|---|---|
| Ширина пропила | часто >1 мм | около 0,4 мм |
| Материальные отходы | относительно высокий | ниже |
| Повреждение края | возможный | минимальный |
Снижение потерь при резке особенно важно при обработке дорогостоящих графитовых материалов.
Размерная стабильность
Точность обработки может варьироваться в зависимости от:
- износ инструмента
- вибрация
- термическое расширение
- накопление пыли
В отличие от них, системы резки проволоки работают со стабильной проволочной петлей, что повышает повторяемость результатов.
Поэтому многие производители проводят анализ. резка графита против механической обработки перед выбором оборудования для высокоточной обработки графита.
Почему механическая обработка графита может быть менее стабильной.
Несмотря на то, что обработка на станках с ЧПУ обеспечивает программируемые траектории движения инструмента и многоосевое управление, физические характеристики графита могут снижать стабильность процесса.
Абразивная пыль и износ инструмента
Графитовый порошок, образующийся в процессе механической обработки, обладает высокой абразивностью.
Это ускоряет износ инструмента и может привести к следующим последствиям:
- размерные ошибки
- непостоянная чистота поверхности
- частая замена инструментов
Чувствительность к вибрации
Тонкие графитовые структуры чувствительны к вибрации от вращающихся инструментов.
Это может привести к сколам кромок или повреждению конструкции во время обработки.
Поведение при хрупком разрушении
В отличие от металлов, графит разрушается преимущественно в результате хрупкого излома.
Поскольку траектории разрушения непредсказуемы, обеспечить стабильность процесса обработки становится сложно.
Эти факторы объясняют, почему инженеры часто проводят анализ. резка графита против механической обработки при оптимизации технологических процессов обработки графита.
Выбор технологического процесса в типичных промышленных приложениях
Для изготовления различных графитовых компонентов требуются разные методы.
Компоненты полупроводникового оборудования
Для изготовления графитовых деталей, используемых в печах для полупроводниковых изделий, требуются:
- высокая размерная точность
- низкий уровень загрязнения частицами
- гладкая поверхность
Технологии резки часто используются для подготовки необработанных графитовых блоков перед высокоточной финишной обработкой.
Дополнительную информацию об обработке полупроводниковых материалов см. в следующих источниках:
https://www.semiconductors.org/resources/
Графитовые электроды для электроэрозионной обработки
Механическая обработка по-прежнему имеет важное значение для изготовления электродов сложной геометрии.
Фрезерование на станках с ЧПУ позволяет инженерам создавать сложные полости и контуры.
Однако, грубое разделение блоков по-прежнему может зависеть от технологий резки.
Понимание резка графита против механической обработки помогает производителям разработать эффективный гибридный производственный процесс.
Большие графитовые блоки и пластины
Проволочная резка особенно эффективна при нарезке крупных графитовых заготовок или пластин.
К преимуществам относятся:
- меньшие потери ширины пропила
- длинные стабильные срезы
- уменьшено внутреннее растрескивание
Связь с технологией обработки графита
В практическом производстве резку и механическую обработку следует рассматривать как взаимодополняющие процессы.
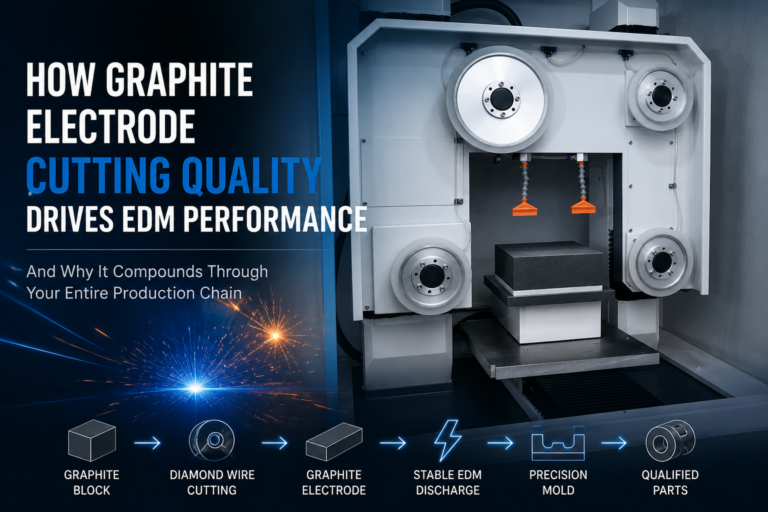
Типичный производственный процесс может включать в себя:
- резка проволоки для нарезки блоков
- Обработка на станках с ЧПУ для получения детализированных элементов.
- финишные операции для обеспечения окончательного качества поверхности.
Сочетание обеих технологий повышает эффективность производства и сокращает количество отходов материалов.
Понимание резка графита против механической обработки позволяет инженерам разрабатывать оптимизированные стратегии производства.
Заключение
Обработка и резка графита представляют собой два принципиально разных механизма обработки.
В процессе механической обработки материал удаляется за счет многократного контакта инструмента, что может приводить к образованию пыли, износу инструмента и микротрещинам. Технологии резки, особенно системы с алмазной проволокой, разделяют материал по узкой траектории с меньшим механическим напряжением.
Для многих применений графита проводится оценка. резка графита против механической обработки Это позволяет инженерам найти баланс между точностью, стабильностью и эффективностью использования материалов.
Правильный выбор комбинации технологических процессов в конечном итоге приводит к повышению эффективности производства и созданию более надежных графитовых компонентов.