
Can Advanced Graphite Machining Achieve Micron Level Tolerances? Calibration, Rigidity, Precision
EDM(放電加工)の作業では、数ミクロンは大きな問題です。部品が金型に適合しない場合があります。このため、ハイエンドのグラファイトを加工することはできません。精密作業には、高度なグラファイト加工が不可欠です。グラファイト加工業者は一つのことを知っています。切削工具として使用されるグラファイトは

EDM(放電加工)の作業では、数ミクロンは大きな問題です。部品が金型に適合しない場合があります。このため、ハイエンドのグラファイトを加工することはできません。精密作業には、高度なグラファイト加工が不可欠です。グラファイト加工業者は一つのことを知っています。切削工具として使用されるグラファイトは

金属切削スピンドルは、グラファイト作業を1週間持ちこたえることができるでしょうか?それとも、粉塵が数時間でそれを食い尽くしてしまうのでしょうか?グラファイトは木材や金属のように切断されるものではありません。その粉塵は粗く、構造は脆いです。異なる種類の応力スピンドルが必要です。グラファイトに間違ったCNCマシンを選択すると、しばしば
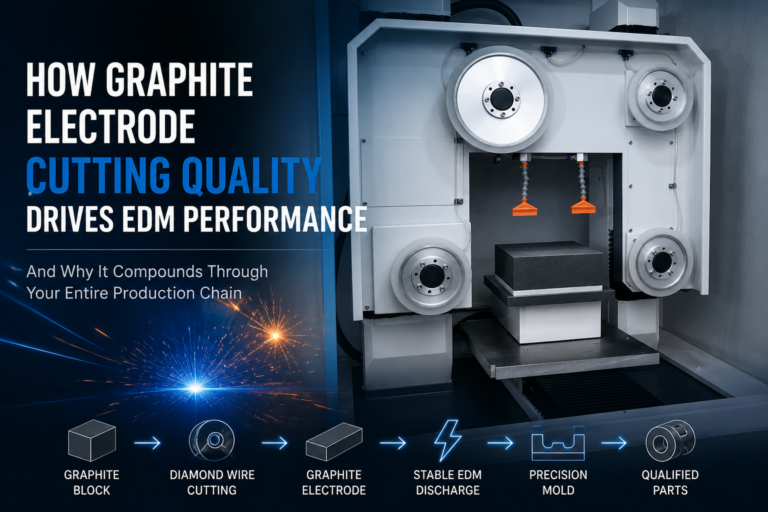
グラファイト電極の切削品質は、寸法精度以上のものを決定します。それは、EDM放電安定性から金型表面仕上げ、生産歩留まりに至るまで、すべての後続プロセスのパフォーマンス上限を設定します。切削中に導入された欠陥は電極に留まりません。それらは製造チェーン全体に連鎖し、各段階で増幅されます。
グラファイト電極の表面品質は、仕上げの問題ではなく、切削の結果です。電極がEDMマシンに到達するまでには、その表面状態は、ブランクを生成した切削プロセスによってすでに決定されています。仕上げ作業は、切削がもたらすものを洗練させることはできますが、根本的に

EDMグラファイト電極は、成形や仕上げの不良が原因で失敗するのではなく、プロセスの開始時に切削要件が完全に満たされなかったために失敗します。形状、材料の挙動、表面の状態、およびバッチの一貫性は、電極がCNCマシンに到達する前に従来の
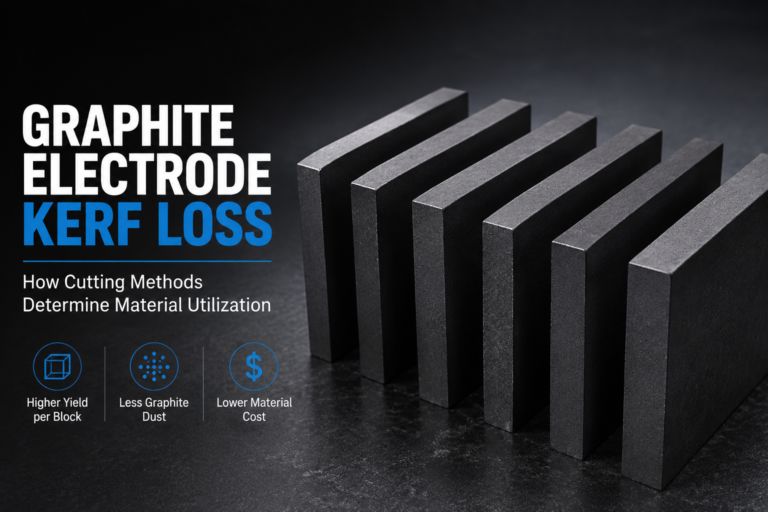
グラファイト電極のカーフ損失は、ビレットを通過する各切削パス中に微細な粉塵に永久に変換される等方性グラファイトの体積です。EDM電極製造では、切削あたりのカーフ幅がわずか数ミリメートルでも、数十枚のスライスにわたって蓄積され、抽出可能な電極ブランクの数が減少します。
Can your machine cut fine, dense, or pure graphite without cracking? After 6+ years in the graphite profile machining industry, I have witnessed numerous expensive errors made by employing the improper cutting process. The right graphite profile cutting solution will give you clean, smooth cuts every time. In this article,

Choosing the Right CNC Graphite Cutting Machine Supplier? For more than 8 years I have been in the graphite cutting sector. I know what a poor choice of provider may cost you. In this article, I will cover how to pick the best supplier. I will also discuss price, lead
EDM graphite electrode cutting is the first — and most consequential — step in electrode manufacturing. The decisions made at the cutting stage determine blank geometry, internal stress state, edge integrity, and surface condition: four properties that every downstream process either works with or works against. What Is EDM Graphite
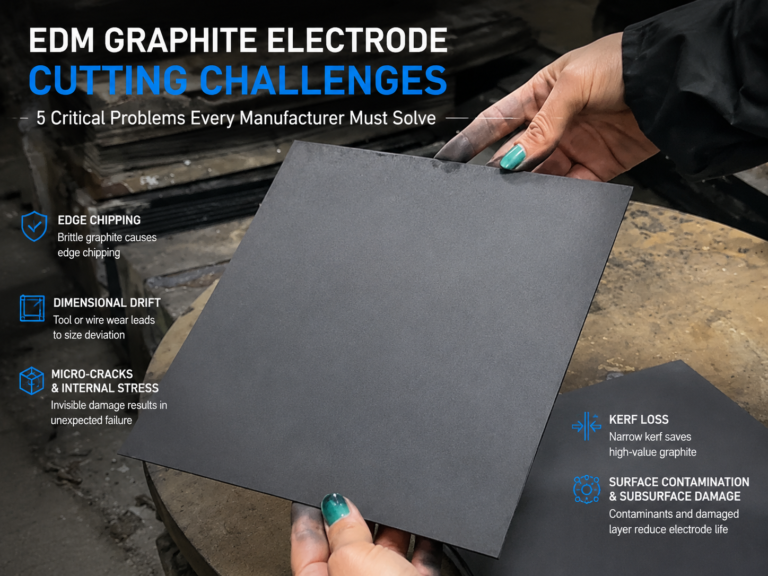
The EDM graphite electrode cutting challenges we see in production are not edge cases. They are systematic problems that appear in every high-precision electrode line, and they compound across batch sizes. Edge chipping wastes material at slice 1. Dimensional drift wastes it at slice 200. Internal stress waits three weeks